
Der Ursprung der kleinen Stadt Glashütte als Mekka der deutschen Feinuhrmacherei geht zu Mitte des 19. Jahrhunderts auf zwei herausragende Persönlichkeiten zurück: Ferdinand Adolph Lange und Carl Moritz Grossmann.
Moritz Grossmann lebte von 1828 bis 1885 und gründete die Deutsche Uhrmacherschule in Glashütte.
Lange gründete seine Manufaktur 1845 und holte neun Jahre später – 1854 – seinen langjährigen Freund und Weggefährten Grossmann ins Erzgebirge und ermutigte ihn, dort eine eigene mechanische Werkstätte zu gründen, aus der bald auch eine Uhrenmanufaktur werden soll. Nach Grossmanns plötzlichem Tod am 25. Januar 1885 wird seine Glashütter Manufaktur aufgelöst.

Ein Ankerchronometer aus der historischen Manufaktur von Moritz Grossmann.
Nach gut 120 Jahren erweckt Christine Hutter die Manufaktur wieder zu neuem Leben. Die 1964 im bayerischen Eichstätt geborene Uhrmacherin schloss ihre Lehre 1989 als Beste Bayerns ab.

Christine Hutter erweckte die Manufaktur Moritz Grossmann 2008 zu neuem Leben.
Ihr beruflicher Werdegang führt sie vom Hamburger Juwelier Wempe zu Glashütte Original und A. Lange & Söhne. Sie sammelt vielfältige Erfahrungen im Marketing und baut neue Vertriebswege auf. Im Laufe der Jahre wächst in ihr der Wunsch nach einer eigenen Manufaktur. Christine Hutter entdeckt die alte Glashütter Uhrenmarke »Moritz Grossmann«, die sie mit Hilfe ihrer Familie schützen lässt.

2013 wurde das Manufakturgebäude von Moritz Grossmann in Glashütte eröffnet.
Am 11. November 2008 gründet sie die Grossmann Uhren GmbH in Glashütte. Hier entstehen Uhren nach traditionellem Vorbild unter Einsatz moderner, computergestützte Konstruktionsverfahren. Die ersten Prototypen werden anschließend von Hand gefertigt, um das Zusammenspiel der Baugruppen zu überprüfen. Schwerpunkt der Manufaktur ist die Oberflächenveredelung und Dekoration der einzelnen Bauteile. Alle werden in einem 45-Grad-Winkel an den Kanten gebrochen und poliert.

Der Unruhreif wird bei Moritz Grossman von Hand angliert und veredelt.
Auch die Kanten des Unruh-Reifs sind angliert. Auf den Unruhschenkeln wird ein Wölkchenschliff aufgebracht. Der gestufte Unruhkloben ist mit einer speziellen Regulierschraube ausgestattet. Mit dem Rückerzeiger wird die wirksame Länge der Spirale eingestellt und damit die Ganggenauigkeit der Uhr reguliert.

Die lange Regulierschrauben stellt den Rücker für die Steuerung der Ganggenauigkeit.
Das Muster auf dem Unruhkloben ist von Hand graviert. Der gerade Schnitt mit der bogenförmigen Ausfräsung für die Unruh der Zweidrittelplatine ist ein weiteres Charakteristikum. Ebenso die hervorstehenden Goldchatons mit weißen Saphiren und braun angelassenen Schrauben. Der dreifach gestufte Sonnenschliff auf dem Sperrrad verleiht diesem eine unverwechselbare Optik.
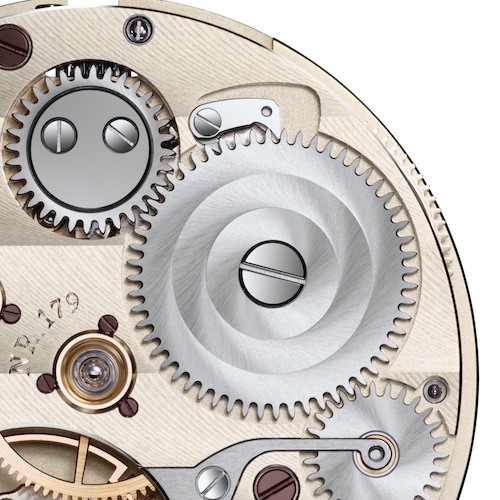
Das Sperrrad ist bei Moritz Grossmann mit einem dreifachen Sonnenschliff versehen.
Anstelle der Brücken sorgt ein Pfeilerwerk zwischen Werkplatte und Zweidrittelplatine. Es sorgt für besseren Einblick an der Seite und leichteren Zugang zu den Werkteilen. Berühmt waren die Messinstrumente und Taschenuhren von Moritz Grossmann für ihre feinen Zeiger.

Die Stahlzeiger werden komplett im eigenen Haus gefertigt.
Auch heute fertigt die Manufaktur die Zeiger komplett von Hand. Aus einem Rohling herausgearbeitet, werden sie mit Diamantfeilen in Form geschliffen. Die Uhrwerke werden bei Moritz Grossmann in zwei Schritten montiert.

Bei der Endmontage werden die fertig finissierten Komponenten zusammengefügt.
Das Uhrwerk wird im ersten Schritt montiert, geölt und reguliert. In dieser Erstmontage werden Grundeinstellungen vorgenommen und die Einzelteile aufeinander abgestimmt.

Nach der zweifachen Montage wird das Werk in das Gehäuse eingeschalt.
Erst in der Endmontage werden die zu Ende finissierten Bauteile zusammengeführt und in das Gehäuse eingeschalt. Die Handaufzugkaliber besitzen einen Zeigerstellmechanismus mit einem Drücker.

Der Aufzugmechanismus mit Krone und Drücker beim Handaufzug.
Dieser elimininiert zwei mögliche Fehlerquellen: Das Eindringen von Fremdpartikeln in das Gehäuse während des Einstellvorgangs sowie ein ungewolltes Verstellen der Zeiger beim Zurückdrücken der Aufzugkrone. Der Mechanismus schaltet nach einem kurzen Zug an der Aufzugskrone auf Zeigerstellung und stoppt gleichzeitig das Uhrwerk. Es wird über den Drücker unterhalb der Aufzugskrone wieder gestartet.

Moritz Grossmann setzt beim Selbstaufzug auf den hammerförmigen Hamatic-Mechanismus.
Beim automatischen Aufzug setzt Moritz Grossmann auf eine Pendelschwungmasse in Form eines Hammers. Mit der Tremblage-Gravur führt Moritz Grossmann eine Oberflächenveredelung mit Vintage Charakter bei den Zifferblättern ein. Mit traditioneller Handwerkskunst wird bei Moritz Grossmann versucht, die Tradition in die Gegenwart zu überführen.





Hinterlasse einen Kommentar